�Ϻ������y�T�S�����F������˾
ժҪ��ͨ�^��늄��l�y�y��Ȧ�Ѻ��Ͻ��������׃�εķ��������M�˶Ѻ��ͼӹ���ˇ������˼ӹ�Ч�ʺͮaƷ�|����
�P�I�~���l�y���Ѻ����Ͻ�
1 늄��l�y�Y��
늄��l�y��ʯ���ش��b��������ͨ��������|���P�I�y�T���������L�������;S�o�M�ã���ͨ����С���ߜء����_ˢ����ĥ�p����Ӳ�ȵȃ��c���������c�nj��ܷ�Ȧ���������ܷ�h�β۵������ܷ���ʹ����ܷ⣬Ҋ�D 1��
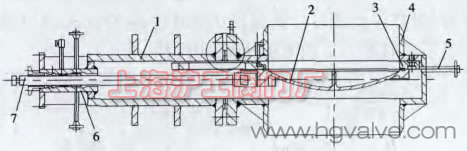
�D 1��1.���Ϻ� 2.�y�� 3.�y�w�� 4.�ܷ�Ȧ 5.�y�� 6.�y�w�� 7.���y�w 8.���y�w��
2 늄��l�y��Ȧ��ԭ��ˇ
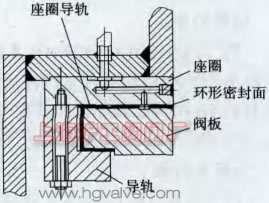
ԓ�y�w���y��Ȧ�����γߴ��^��� 75.3mm�������g�A���^�� Φ1200mm�����L�ȳ��^ 2500mm�����ڵ��͵Ą����^���׃�Թ������y��Ȧ���w���Ϟ� ZG1Cr18Ni9Ti���h���ܷ��漰��܉��λ�Ѻ��� 802 Ӳ�|�Ͻ���D 2 ��ʾ��Ϳ�ڲ��֞�Ѻ��Ͻ�̎������ǰһ�㰴�����¹�ˇ�M�мӹ����ȴ�܇��ƽ�漰�h�ζѺ��ۣ��ٌ�܉�Ѻ��ۣ��Ѻ�����������̎����Уƽ����܇����ƽ�漰�h���ܷ��棬�ٌ�܉��

�D 2
���˹�ˇ�M�н������������}���Ѻ�����Ȧ׃�·��أ�A��B �ɲ������N���e�nj�܉β�� C��D �ɲ������N�Ȟ���أ��m�����Уƽ���� A��B��C��D ��������Ȧ����IJ��֣������ӹ��������㡣�Ҽӹ�����Ʒ����Ȧ��܉��ȶѺ��Ͻ��Ȳ��㣬�Еr�����]�кϽ�����ԓ�y���ڴ��ѻ��b�ã�����ͨ���|��ߜء����g�Խ��|�����ںϽ�IJ��㌧����Ȧ���ܴ���½�������Ӱ���ʹ�ã��y�Tʹ�É����s�̣��������UƷ�ij��F��
3 ���M��ļӹ���ˇ
�D 3
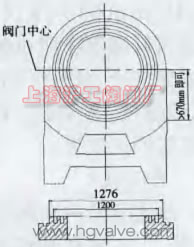
�D 3 ��늄��l�y��܉���y������ʾ��D����܉����Ш�νY������܉�c��Ȧ�M�b���γ�һ���ǶȵĿ�϶���y�匧܉�ڴ˿�϶�g�Ƅӡ�Ҫ���y�P�]�����y���c�y��Ȧ�ܷ�����g϶ƽ��С�� 0.051mm�����y�鳣�_�y��������r�£�ÿ���P�]�����^ 1 �Σ��P�]�r��һ���濿��ͨ���|������ʹ�y���c��Ȧ�N�o����һ���棬ͨ�^�y��Ш�ˣ�ʹ�y���c��Ȧ���ܷ����N�o���Ķ��_���ܷ��Ŀ�ġ�
ԓ�y�T���_�P�г̞� 1300mm����Փ����Ȧ��܉�Ĺ����L����1300mm�����y�T�����𣩣����H����Ȧ��܉���y�Tͨ��������ͨ���|�_�g�⣬���ಿ��ֻ���������ã������҂������ڝM�㹤�rҪ���ǰ������Ȧ��܉�ĶѺ���λ�s�̣�ʹ���L�ȴ��ڭh���ܷ���ڏ���һ�� 670mm�����y�T�����𣩼��ɡ�
���]����ԭ���҂��{���ӹ���ˇ�飺��܇ƽ�漰�h�ζѺ��ۣ���܇��܉�Ѻ���λ����܇�D��D 4��������܉�Ѻ�λ�þ����Ѻ����ᣬУƽ����܇�h���ܷ��棬���ٌ�܉���ڴּӹ��A�Ξ�M�������Ą��ԣ�ͬ�r�p�ٹ������D����Ȧβ���Ȳ��ӹ������ӹ���h���ܷ�Ȧ����܉���ڌ�܉�c�h���ܷ���A�p̎���д���ë���߳��ܷ��漰��܉��회���ȥ�����҂�����㊼ӹ���
�D 4
4 �Y�Z
���ܷ��漰��܉�Ѻ�̎ͬ�r܇�����p���˹������D�r�g����܉�Ѻ��L�ȜpС���p���˺���׃�κ�Уƽ�Δ�����������Ȧ�ļӹ����ܡ�